Iron foundry basics
Practical Action
in order to produce a required casting, have to be made as separate sand shapes. These sand
shapes, or cores, are assembled and inserted into the mould in such a way that they form internal
shapes, undercut contours, or isolated hollow pockets in the finished casting.
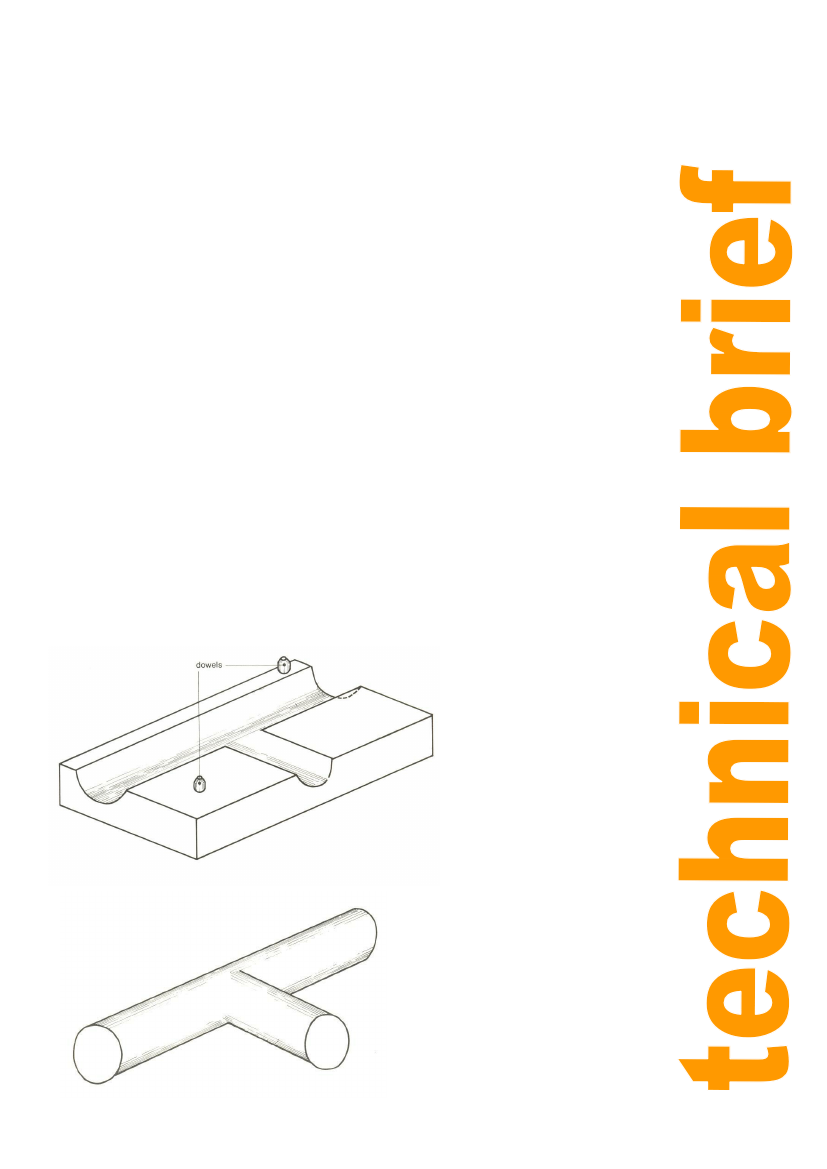
A core box has to be made (from wood) which will produce a core corresponding to the hollow
shape required in the casting. The core box consists of two half-blocks, into which is cut the shape
of the core, including the core prints. Core prints are essential so that a seating is provided, to
position the core in the sand mould correctly.
Locating dowels are provided in each half of the core box, to ensure correct alignment of the two
halves and complete core (Fig. 15).
The two halves of the box are first closed together, using the locating dowels to ensure correct
alignment. The box is then filled with sand which is rammed firmly and evenly. The open ends of
the core are finished off by ramming, tucking and making firm. The core is now one firm mass of
sand of the required shape and can be removed from the core box and transferred to a metal
support or carrier that has been shaped to receive it. A gentle tap on the outside of the box will
help to loosen the core for transfer.
The core in its carrier has to be treated or baked at a temperature of 520°F for a period of 1 % to 4
hours, depending on the size of the core. During this baking operation, the sand becomes hard (Fig.
16). It can therefore be handled safely and placed into the bottom half of the mould, which has
already been prepared. The top half of the mould is then placed in position.
After casting, the core must disintegrate to a degree rendering it capable of being removed from the
casting with the minimum of effort and without damaging or distorting the casting.
Only certain types of sands can be used for core making and must possess the following qualities:
Green Bond or Green Strength
This is the bond which the sand possesses, when green or in its natural or undried state. Green
bond is the power of the sand to hold together, and keep any shape into which the core may be
formed. It also enables a core to keep its shape after it has been withdrawn from the core box.
Figure 15: Core box top half
Bottom half core box similar except
holes to match dowels
Figure 16: Finished core dry bond
or dry strength
This is the strength that exists
after the core has been allowed to
remain in the core oven for a
suitable time at the required
temperature.
Permeability
A core-sand must be permeable so
that gases generated during
casting may escape quickly to the
atmosphere. Vents or passages are
formed in cores, but the sand
between the face of the core and
the vent passage must be such
that the gases can get into the
vents quickly.
Ease of collapse after casting
This means that the core must be able to
break into small pieces or grains to enable
it to be separated freely from the casting.
Every trace of sand must be removed from
intricate internal jackets, without undue
treatment to the castings.
Core sands to meet the above conditions
have been developed over the years.
13